
High-volume injection molding programs rarely follow a clean, linear path. Tool readiness, press availability, color changes, packaging, and shipping all move on their own schedules. When those schedules overlap, the margin for error narrows quickly. Hitting production dates often comes down to planning discipline and how teams communicate once molding is underway.
Earlier this year, Sussex IM supported a national consumer products brand through a large, multi-tool production program. The work required fast ramp-up, steady execution, and daily coordination across departments. The project involved dozens of tools, multiple product families, and a compressed timeline with little room for rework or delay.
Early Ramp-Up with Limited Runway
The program began during the first week of July with the check-in process for 27 injection molds. Production started the following week. That pace set expectations immediately. Tooling, operations, and production planning needed to move together from the start.
Instead of staging production gradually, the program moved straight into active scheduling. Early decisions around press assignment, sequencing, and output planning helped prevent bottlenecks later in the run.
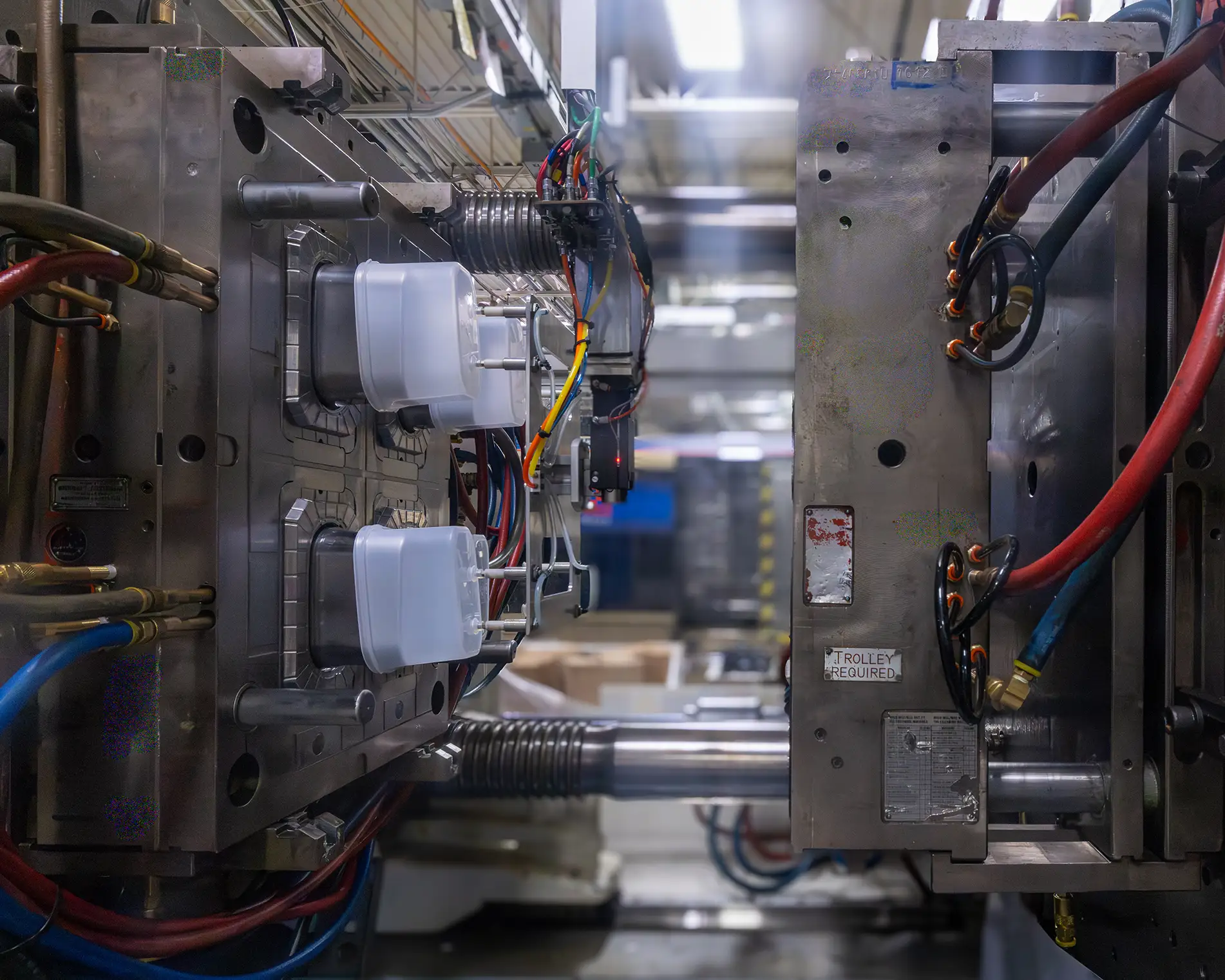
Press Utilization and Production Planning
At peak production, ten presses were in use, ranging from 340 to 600 tons. Activity at that scale required constant attention to scheduling. Plans were reviewed daily and adjusted as tooling availability, color requirements, and packaging needs shifted.
Color changes added complexity. The program required 21 total colors.
Color sequencing and press changeovers were scheduled to maintain output without creating unnecessary downtime. The focus stayed on predictable production, not rushed throughput.
Two Production Waves, One Continuous Schedule
Demand for the program came in two waves. The first wave ran from July through mid-August, with shipments leaving shortly after completion. A second wave followed, beginning in mid-August and continuing through October.
Both phases operated under open purchase orders with tight delivery expectations. Dates mattered, and there was little buffer built into the schedule. Even so, all committed production dates were met.
Daily production planning meetings kept teams aligned. Operations and planning reviewed what was running, what was changing, and what needed attention before it became a problem. Those conversations stayed focused on the immediate work ahead.
Tooling Adjustments During Active Production
As production progressed, four tools required modifications to knockout patterns. Making changes during an active program carries risk, especially when presses are already heavily scheduled.
In this case, the adjustments were completed without disrupting output. Tooling support remained closely tied to production planning, allowing changes to be addressed deliberately rather than reactively.
Sussex IM also used in-house 3D design capabilities to create custom gauges for functional specifications. Producing those gauges internally helped keep verification work moving without waiting on outside resources.
Packaging, Communication, and Logistics
Packaging materials were sourced on compressed timelines to stay aligned with production output. Coordination between planning, procurement, and shipping helped keep materials available as finished parts came off the presses.
Clear communication supported execution throughout the program. Daily production reports were shared with the customer, providing visibility into output and schedules.
Over the course of the program, 83 truckloads were shipped. Managing that volume required consistent attention to finished goods flow, dock scheduling, and carrier availability. Shipping remained part of the daily planning conversation rather than a downstream handoff. With the current program complete, discussions have begun around transferring additional tools in 2026. Planning for that possibility is now underway.
Why Execution Matters at This Scale
This program was not defined by a single technical hurdle or piece of equipment. Success came from steady execution across many moving parts—tool readiness, press scheduling, color management, packaging coordination, and logistics planning.
Programs of this size test how well systems hold up under pressure. They also test how teams communicate once production is live and conditions change. In this case, clear planning and daily coordination kept work moving and commitments intact.
Programs like this depend on early coordination and steady execution once production begins. If you’re planning a multi-tool injection molding program with tight timelines, Sussex IM can help evaluate requirements and production readiness early in the process.