

Plastic injection molding is a cornerstone in modern manufacturing, offering unparalleled precision and versatility in crafting complex components. However, like any manufacturing process, it isn’t immune to imperfections. Understanding and addressing these defects is paramount to ensuring the quality and integrity of the final product in the world of injection molding. Let’s delve into some of the most common defects encountered in plastic injection molding and the strategies to remedy them.
Sink Marks
Sink marks are depressions or irregularities on the surface of a molded part caused by variations in cooling rates. Shrinkage occurs when the o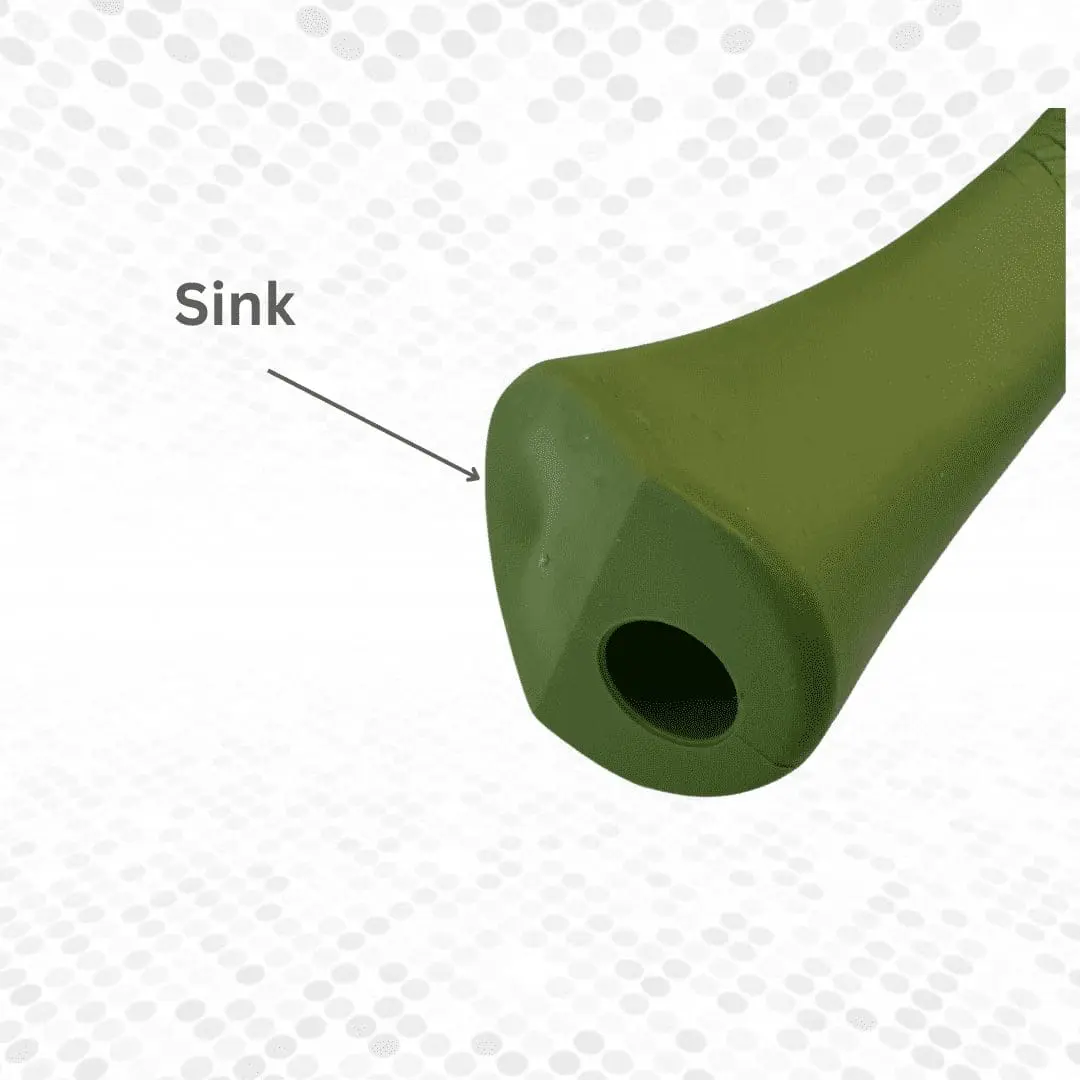 uter surface cools faster than the inner section, leaving behind marks or indentations. Sink mitigation starts with part design. The coring out of thick areas and proper design of ribs/bosses significantly impact sink marks and will be reviewed during the Design for Manufacturability (DFM) process. Further adjustments, such as colder mold temperatures or longer cooling times, can be implemented to improve sink marks in production.
uter surface cools faster than the inner section, leaving behind marks or indentations. Sink mitigation starts with part design. The coring out of thick areas and proper design of ribs/bosses significantly impact sink marks and will be reviewed during the Design for Manufacturability (DFM) process. Further adjustments, such as colder mold temperatures or longer cooling times, can be implemented to improve sink marks in production.
Warping
Warping is a deformation of uneven stress distributions that results from uneven cooling rates. Part design, tool design, and material selection contribute considerably to warpage. Mold flow simulations can be done to predict warpage to combat this imperfection on the front end. Gating variables, like size and location, can be manipulated to reduce warpage. Materials like acetal and polypropylene (semi-crystalline) with a high degree of shrinkage are more prone to warp than low-shrink materials like polycarbonate or ABS (amorphous), which will be considered throughout the DFM stage. Processing variables, including mold temperature, cooling time, and injection speed, play crucial roles in correcting warping issues. Ensuring proper mold temperature and cooling time allows the part to solidify uniformly while controlling injection speed prevents molecular orientation discrepancies.
Flash
Flash is excess material extending from an injection mold’s parting line. Flash requires additional post-processing to remove. Factors such as insufficient clamp tonnage, core/cavity damage, excessive shot size, or obstructions in the parting line can contribute to flash formation. Addressing these factors through proper press selection, preventative mold maintenance, and attentive process monitoring reduces the occurrence of flash defects.
 Short Shots
Short Shots
Short shots occur when the mold cavity fails to fill with molten plastic, resulting in incomplete parts. Inadequate injection pressure, temperature variations, or improper venting can cause short shots. Checking for issues like inconsistent shot delivery, nozzle leaks, or internal mold leaks helps rectify short shots.
Burn Marks
Overheating molten plastic inside the mold causes burn marks on the part’s surface, affecting appearance and structural integrity. Burn marks may stem from inadequate mold venting, degraded material, excessive clamp tonnage, or fast injection speeds. Flow simulations during mold design predict areas where venting is required by showing gas traps. Proper mold maintenance is needed to maintain venting. Parameter adjustments for residence time, clamp tonnage, and injection speed decrease the frequency of burn marks.
predict areas where venting is required by showing gas traps. Proper mold maintenance is needed to maintain venting. Parameter adjustments for residence time, clamp tonnage, and injection speed decrease the frequency of burn marks.
Weld/Knit Lines
Weld lines occur when the molten plastic flow encounters features, like a hole, that cause the flow front to separate. Once the flow front merges again, a weld line is formed. Weld lines can be visible on a part’s surface and compromise a part’s strength. Some part designs will require features that cause weld lines. In those cases, weld lines can be predicted and modified with flow simulations and by manipulating the gate location. Processing techniques to improve flow and prevent premature cooling, like mold and melt temperature optimization and adjusting injection speed, can minimize weld line formation.
Jetting
Jetting is caused by molten plastic “jetting” into the mold cavity without contacting an obstruction in the mold, like the mold wall or a core pin. The “jetting” material fails to form a consistent flow front, which causes a snake-like appearance. Gate location and gate/runner size should be considered during mold design to prevent jetting. Excessive fill speeds, incorrect processing temperatures, or a small nozzle can also cause jetting. Process improvements to mitigate jetting include slowing down injection speed and optimizing material viscosity with adjustments to barrel temperature, back pressure, and screw rotation speed.
At Sussex IM, our dedicated engineering team is committed to mitigating these risks through DFM (Design for Manufacturability) and molding simulations on the front end, while our processing and quality teams are committed to creating and maintaining a process window on the back end while upholding stringent quality standards. We ensure that every component meets the highest standards of excellence through meticulous process optimization, advanced monitoring techniques, and rigorous quality control measures. Partner with Sussex IM today to experience the difference in precision, reliability, and quality in plastic injection molding. After all, our core focus is to be an essential partner to the world’s best brands.
Want to take a good part and make it a great part? Contact Us today!